This is a toolkit for handling 3d printer files. It is by no means complete but has some useful functionality. In particular, it can:
- Render STL or G-code using POV-Ray to create a 3d representation
- Convert G-code (such as created by Cura) into the GX file format used by FlashForge (automatically creating a preview image from the 3d rendered G-code)
- Decompose and recompose FlashForge GX files into its constituent parts
- Send a GX file to a Flashforge printer on the command line
- Manipulate G-code (e.g., strip all heating and extrusion commands to be able to perform a 'dry run')
Simply call the command line application, it will guide you with some help pages. For example:
$ ./tdptk.py
Syntax: ./tdptk.py [command] [options]
Available commands:
Options vary from command to command. To receive further info, type
./tdptk.py [command] --help
fileinfo Display information about a file
status Display status of connected printer(s)
gerber Directly execute a Gerber command
command Execute a printer command such as stopping the print or
querying information
split-gx Split a .gx file into metadata, preview bitmap and
Gerber data
merge-gx Merge a .gx file from metadata, preview bitmap and
Gerber data
create-gx Create a .gx file from Gerber data
print Print a file on a 3d printer
render Do a 3d rendering of GCode using POV-Ray
manipulate Manipulate G-Code, e.g., by removing all
extrusion/heating commands
model-plot Use Bokeh to serve an application which plots a model
estimate against real output
model-estimate Use a differntial evolution approach in SciPy to
estimate model parameters
$ ./tdptk.py render --help
usage: ./tdptk.py render [-m {fast,default}] [-p option] [-d width x height]
[-s {color,bw}] [-o factor] [-f] [-t {auto,g,gx}]
[--show] [--no-trim] [-v] [--help]
input_filename output_filename
Do a 3d rendering of GCode using POV-Ray
positional arguments:
input_filename GCode or GXCode input file
output_filename Output file to write; automatically determines file
type based on extension. When .pov is specified,
renders the POV-Ray source
optional arguments:
-m {fast,default}, --mode {fast,default}
Rendering modes. Can be one of fast, default, defaults
to default.
-p option, --povray option
Pass this option to the POV-Ray renderer verbatim. Can
be specified multiple times.
-d width x height, --dimensions width x height
Ouptut image dimensions. Defaults to 800x600.
-s {color,bw}, --style {color,bw}
Render a particular style. Can be one of color, bw,
defaults to color.
-o factor, --oversample factor
Oversample POV-Ray rendering.
-f, --force Overwrite output file even if it already exists.
-t {auto,g,gx}, --filetype {auto,g,gx}
Filetype to assume for the file to be analyzed. Can be
any of auto, g, gx, defaults to auto. 'auto' guesses
the filetype based on the file name extension.
--show Display the POV-Ray rendering output in a window
--no-trim By default, the POV-Ray output is trimmed and resized
appropriately afterwards. With this option, the POV-
Ray output is directly emitted.
-v, --verbose Increase verbosity during the importing process.
--help Show this help page.
To accurately estimate the time a print takes, the machine needs to be modeled. This means, the specific constraints under which move or extrude operations occur need to be estimated. This is not straightforward and small errors add up through thousands of Gerber commands.
tdptk takes this approach to this problem: We first take a real-world print file, which can be arbitrary but should contain as much operations as happens in the real world (e.g., many small movements, but also some large movements). Then, we strip out all extrusion functionality from this G-code so we can run it on the actual machine as a "dry run". We also use tdptk to insert G92 codes every 100 instructions to set the E axis (which is not going to be used in the dry run) so we can continuously query it outside as a kind of "progress indicator".
Then, we let the machine print and benchmark it: We query over the network the "E" position and record timestamps.
This gives us the G-code file we used to print and a benchmark file which records real-world timings of that G-code. We use this together with scipy's differential evolution algorithm to estimate a parameter file.
Here's how it's all done. First, preparing a real G-code print file and transforming it into a "dry-run" G-code file:
$ ./tdptk.py manipulate --remove-extrusion --insert-timing-markers input.g dryrun.g
Then, benchmarking it (you need to print the dryrun.g file while this runs):
$ ./tdptk.py cmd -u ff://myprinter benchmark
This creates a file called "benchmark.txt". We use this file to trigger the differential evolution algorithm:
$ ./tdptk.py model-estimate dryrun.g benchmark.txt model_parameters.json
Then, we can plot those model parameters and compare how well they stack up against our real-world measurements:
$ ./tdptk.py model-plot -m model_parameters.json dryrun.g benchmark.txt
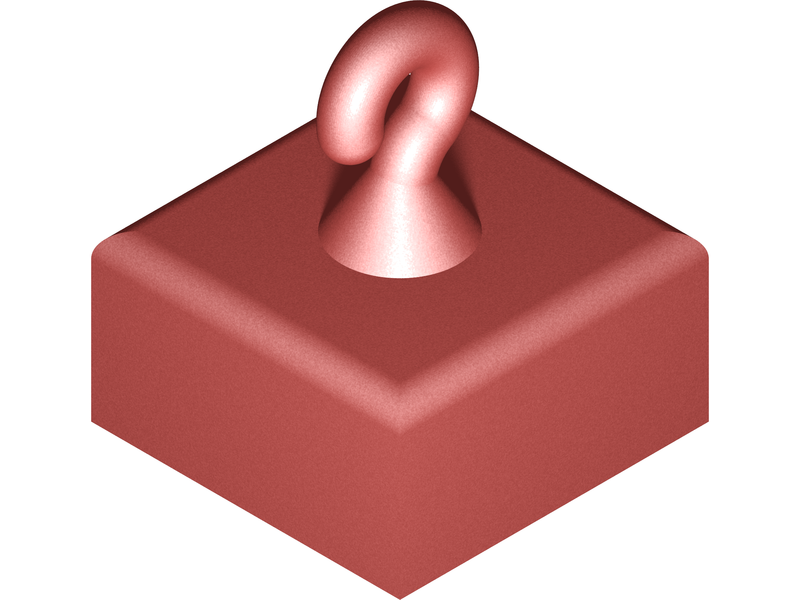
This is an example of a rendered STL input:
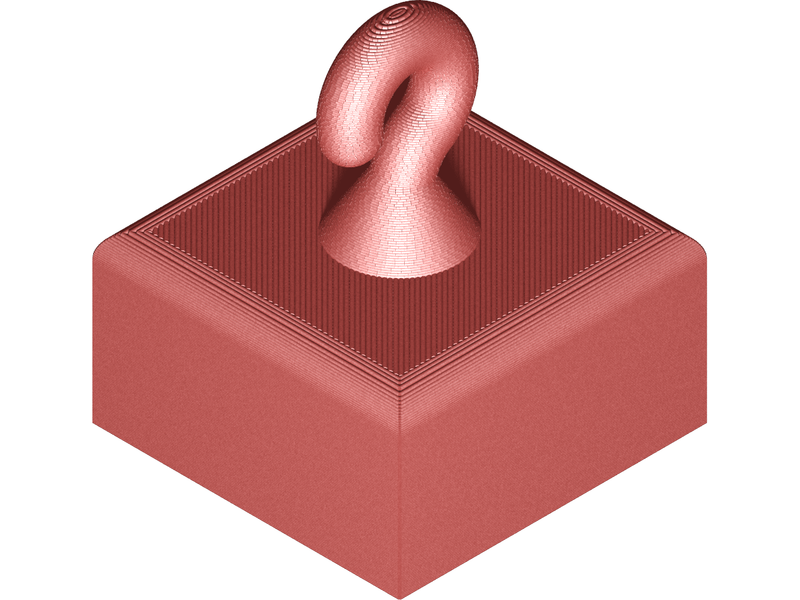
Here's an example of a 3D rendering of G-code:
I own a Bresser Rex -- this is essentially a FlashForge Adventurer 3 (also sold as the "Monoprice Voxel"). All of my development has been tested with that printer. While I do have included some support for features which my printer obviously doesn't have (like dual extruders), I have no way to test those.
tdptk requires Python3 and mako. If you want to 3D render things, you also need POV-ray and ImageMagick installed. For the "model-estimate" functionality you need scipy. For the "model-plot" functionality you need Bokeh. Both "model-estimate" and "model-plot" facilities will simply not appear when scipy/Bokeh are not installed, but the remaining functionality of tdptk will still work.
GNU GPL-3.